 |
|||
| 8 | |||
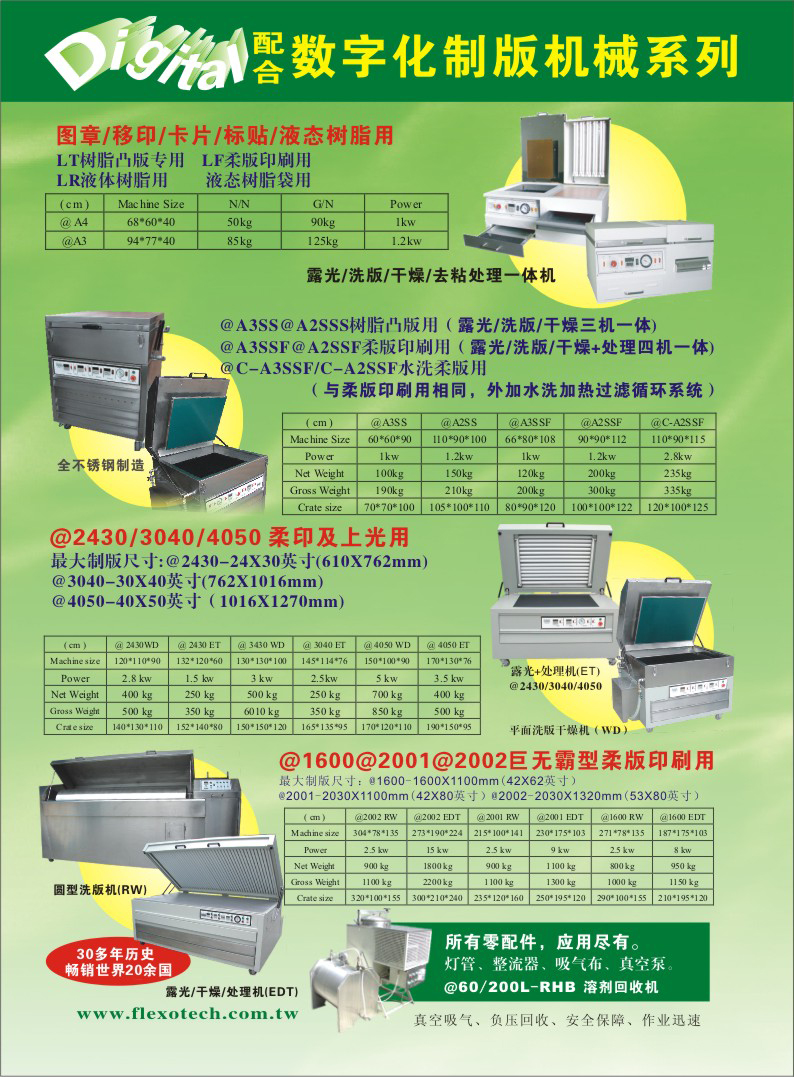
柔版在線_液體感光樹脂版 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
樹脂裝袋製版為龍臣印刷科技之發明與專利 任何非經授權貿然的使用將會很快面臨求償
用戶回饋 印尼用戶的回饋 我們是位於印尼泗水的瓦楞紙箱廠 , 由於人工費用的不斷攀升 , 要請到熟練的雕版師傅實在也不容易 , 尤其是較小的字體集中在一個版面上時。因此我們就必須找到一種簡單 , 經濟與環保的方法 , 在我們的工廠製版以便印刷。 再則、給外邊製版廠製版的成本也越來越高 , 每年所付出的製版費用也高達美金 20000 元 , 我們不得不加緊從網路去搜尋 , 直到終於發現了 @flexoBag 富瑞裝袋製版系統,如獲至寶。它是一個用水洗版的新系統不使用任何的溶劑。 他們的網站 , 簡明而扼要 , 使我對於想要的簡單 , 經濟又環保的東西一目了然 , 並且從網站上也得知了和我們有相同需求用戶的經驗談。在獲得了如此充分的資訊之後 , 我們毅然決然的下了訂單 , 以便想使在九月份的印尼新年過後 , 即能開始機器之安裝、培訓並正式製版以便印刷。 由台灣派來了兩位工程師在十月初便到了泗水的工廠 , 經過 5 天的安裝培訓與講解機器保養和維修 , 我們現在已經能夠完全在廠裡製版以供立即印刷。印刷工人非常高興 , 不必再等版子送來甚至趕時間時須跑去老遠的製版廠去取版。 因為這是我們從網路上認識而第一次的下單 , 所以開始時 , 我們不敢一次下太大的金額 , 後來真後悔沒有在訂機器時 , 順便把樹脂及膠片等材料也多採購一些。現在才安裝一個月而已 , 我們已不再下張大單採購消耗品不行了 , 否則就會停擺了 , 為了怕再度後悔 , 這次我們一次下了半年份的量。 尤其是他們的 LaserBlack 雷射黑客加黑機 , 使我們在廠中就可由我們的打印機打出後再經過加黑機即可得到與感光底片相同濃度的負片 , 以行製版 , 實在簡單 , 方便又省錢。我們也到了不多訂一些加黑藥水來備用不行的時候 , 所以就連同其他耗材一起下單給他們。 ( 在印尼少量進口的手續是非常麻煩的。 ) 我?必須承認不只很高興擁有富瑞裝袋製版系統的硬體設備 , 還必須感謝他們既專業又週到又及時的服務 , 使我們對製版的工藝與機器的維修可以一氣呵成 , 而無後顧之憂。 是的 , 他們真的很專業耶! 印尼泗水 首相紙箱廠 總經理 何文耀
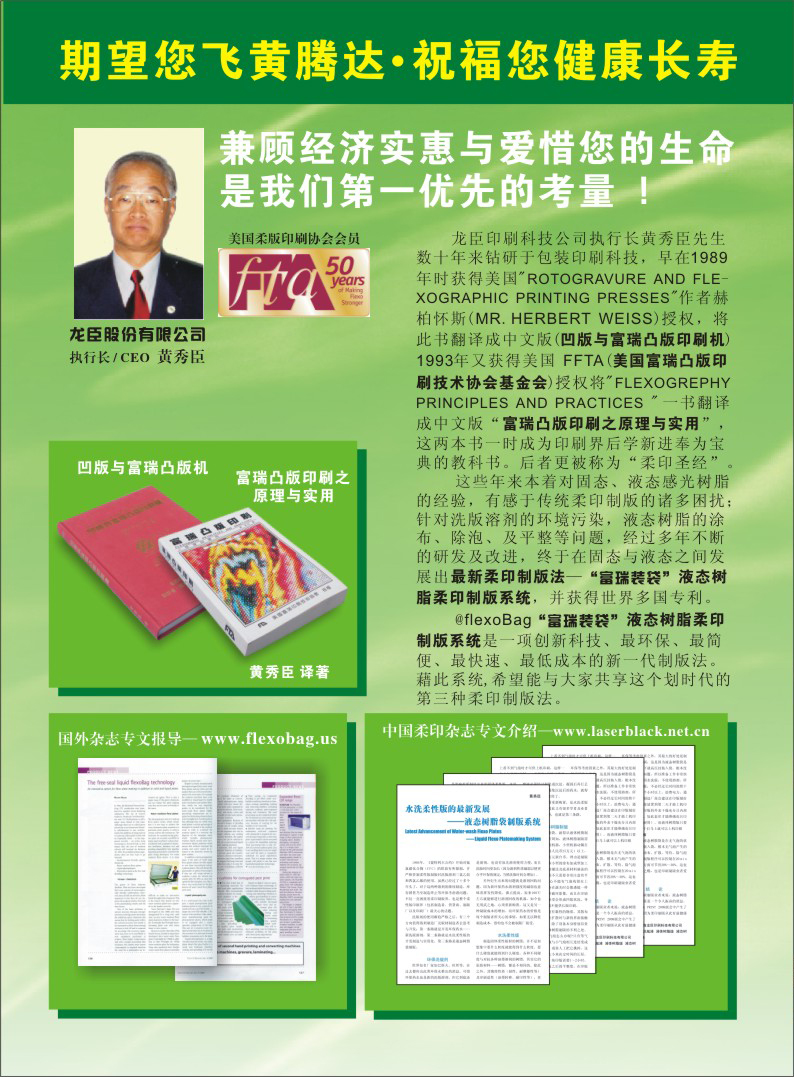
龍臣印刷科技 FlexoBag 樹脂裝袋製版 參選 FTIA 柔印技術創新獎 2010 年美國柔印協會 (FTA/USA) 舉辦的柔印技術創新獎 FTIA 選拔,為全球柔版印刷界一大盛事,台灣龍臣印刷科技公司以「富瑞樹脂裝袋製版 (FlexoBag) 技術」獲邀參加競賽,顯示其柔版技術水準已深受國際肯定。 FlexoBag 製版技術係一種嶄新的概念,使樹脂製版業者有了第三種製版方法的選擇,改寫柔印製版歷史,並已獲美國、歐盟和其他 30 多個國家之專利公開,相當適合於佔柔印最大市場的紙箱印刷使用。 FlexoBag 介於溶劑性柔版與傳統液體樹脂製版之間,將會是以後柔印製版的新主流。而眾所皆知柔印樹脂版印刷以紙張、紙袋與瓦楞紙箱居多,其佔有率達柔印市場的 80~90% 以上。而 FlexoBag 的主要訴求即是「降低成本,減少工時,綠色環保,經濟實惠」,所以也是整個瓦楞紙印刷業界夢寐以求的寄託。其創新的方式主要就是把液體樹脂裝入袋中提前解決氣泡產生的問題,不必再於機器上花費 1 ∼ 2 小時處理,並且用水洗版既環保又經濟。至於後續製版步驟與傳統液體樹脂製版的方法完全一樣,但是時間縮短為原來的一半。 據龍臣印刷科技表示:「 FlexoBag 有以下優點: (1) 不必準備各種厚度及尺寸的版材庫存,任何版材均可製作。 (2) 用水洗版即可,不必使用有害溶劑。 (3) 製版時間快速,只要溶劑版所需的一半工時即可製版完成,大幅縮短工時。 (4) 成本降低,整個液體製版單位平方的成本只為傳統性溶劑版之 50% ,創造製版利潤的新空間。 (5) 投資最省,是目前最低成本之機器設備,其投入金額僅為傳統液體製版機器 30% 而已。極度廣泛的應用相信能為全球柔印市場注入新的活力」。
使用者的回饋信息 越南彰元紙器包裝股份責任有限公司 分享〝富瑞裝袋〞製版的經驗 我們是一家瓦楞紙箱廠共有六台印刷開糟機 , 在我們開始自己製版之前 , 每個月委外製版的金額約在美金 2000 元左右很不划算。 除此之外 , 我們有十位員工負責手工雕刻版以應付龐大又快速印刷用版所需 , 並配備有激光鐳射雕刻機 , 只是速度實在太慢 , 味道又難聞 , 其臭無比 , 所以我們必須尋找更好的解決方案來製版。 自行製版對我們來說 , 是一個全新的項目 , 從一切都不懂開始 , 我們就從網路上去搜尋以求可以得到更精細快速更環保的製版方式 , 我們排除了溶劑洗版的方式 , 因為其成本提高又會產生公害污染的問題。 很幸運地 , 我們找到了〝富瑞裝袋〞製版系統 , 它是一個全新並獲得全球專利的製版方法而且可以達到我們低投資 , 低成本 , 高效率 , 高回收的財務原則 , 又符合綠色環保的需求,我們只花費了美金 16000, 就買到全套 60x90 公分的製版設備使工廠的產能加倍成長 , 效率增加了很多。 整套機器是在 2010 年 2 月運抵胡志明市的工廠 , 三月份開始試機馬上投入生產 , 製版成本又低 , 不到三個月就已經快把整個投資金額賺回來了 , 老闆很高興 , 員工更愉快 , 因為用水洗版實在是乾淨 , 利落又環保又健康。 ~~ 廠長 NGHIEP ~~
用水洗版的快感 我們是欽洽包裝印刷公司 , 工廠設在廣東省東莞市 , 這兒是中國所有出口物品工廠的集中地 , 有各式各樣的產品 , 外銷到全世界各地。 我們的業務就是提供所有出口廠商的印刷塑料袋 , 紙袋和紙箱 , 在開始的時候 , 我們是採用傳統式 , 溶劑洗版的柔版來印刷 , 但因綠色環保的要求越來越趨嚴格 , 迫使我們非改用更無汙染的方式來製版。 使用過溶劑洗版多年 , 在一個展會上我們偶而發現了〝富瑞裝袋〞製版系統 , 這是一種創新性的製版方法 , 採用液態樹脂 , 只要用水去洗版即可 , 不必使用任何的溶劑 , 這對我們來說真是一大福音。 所有的員工對這種展斬的製版方法 , 都感到非常的興奮 , 因為大家恨死了溶劑臭味 , 每當製版室一開動機器 , 味道一湧過來 , 同事們躲的躲 , 逃的逃 , 使得工作變得很無效率。 自從 09 年春天開始採用了水洗版的〝富瑞裝袋〞製版方式之後 , 我們大家愛死它了 , 變成不能沒有它 , 現在連以前跟我們製版的廠家 , 也都改用這種專利 , 創新的製版設備了。 欽洽包裝印刷公司 工務部
奇幻印章大革新 我感覺很高興能有〝富瑞裝袋〞製版系統 , 使我們能夠在 ” 奇幻印章 ” 的生產作業上有很大的方便,生產速度又很快。 2009 年時我就捨棄了傳統式的紅橡皮 ( 罐母型 ) 製作方式 , 後來因溶劑柔版的普及一時也採用此方法來製作印章以應付外銷市場。 由於進口國家的規定 , 不容許兒童使用的印章有溶劑的異味 , 剛好知道了〝富瑞裝袋〞系統製作印章是用水洗版非常環保 , 無臭味 , 充分符合我們國內外客戶的需求。 尤其是搭配了他們的〝鐳射黑客〞加黑機 , 使我們的底片製作 , 從此就都依?辦公室的 HP 列印機再過這部加黑機即可 , 非常迅速的就可以得到負片 , 成本又低廉。 PVC 奇幻印章本就被兒童當做玩具居多 ,PVC 的成型印章 , 雖然流行一時 , 也可以和〝富瑞裝袋〞液態樹脂作出來的一樣白色透明 , 但是因 PVC 具有毒性 , 被先進國家所禁用 , 所以採用液態製作印章已成為國際印章界的主流了。 〝富瑞裝袋〞製作印章的方式 , 可以事先消除氣泡不必在機上浪費時間等待 , 因此這種快速的製版方法 , 使我們的產量增加很多 , 所以我的機器尺寸雖然不大 , 投資又少 , 但我們的產能還是足以應付日益增多的國際訂單 , 使整個工廠都充滿了生氣。 奇幻印章 郭 經理
液態感光樹脂己開始供應 @flexo”柔版在線”液態感光脂己開始供應給紙/紙袋/,瓦楞紙箱印刷製版業界使用。 共有 F-32/F-36/F-40/F-50四種型號其硬度為32/36/40/50 shore A,分別適合細字/線條/網點/滿版各種印刷來使用,其特性?述如下: F-32適合大面積滿版實地印刷兼具深陡的凹陷文字與線畫、印墨之轉移量佳,印刷成品不會呈現瓦楞凸起之痕跡。對粗糙紙箱表面之印刷很有幫助。 F-40是適合小字及中型字體瓦楞印刷,可有精銳的影像再現。很多印刷廠喜歡使用此種硬度作為彩色網點影像之印刷,即使是細小之網點也可再現於粗糙的瓦楞紙箱表面上。 F-36則為硬度折中在F-32與F-40之間亦即有的印刷師傅喜歡只用一種硬度來印網點也印滿版區域,就是用這種F-36。 F-50適用於印章之製作,不只手工捺印可得美好效果,就是連反斗印章也可以印得很清晰又可長久使用。 所有樹脂都是採用最近配方並使用最新合成技術,用水洗版即可得到最佳印版,使用普通紫外光源即可去除黏性完成印版。
液態樹脂裝袋製版系統 @flexoBag液態樹脂裝袋製版系統則是嶄新的專利發明使用液態樹脂裝入袋中,即可進行曝光作業,經過水洗過程完成製版手續,適合於紙張/紙袋/互楞紙之印刷。 此項全新的概念與傳統的液態製版方法完全不同並且巔覆傳統製版機器的昂貴設備投資與操作費時的缺點。因為用一部簡單的晒版機即可做出低成本與高水平的印版,又因用水洗版可以節省 20~30%印版價格的溶劑成本,又可以無毒性無臭味,做一個健健康康的製版人。 整體製版成本僅為溶劑製版的 50%而已,設備投資則為傳統液態製版機的30%而已。樹脂裝袋製版法改寫了樹脂製版的整個歷史。 此種三面封袋一面可以自由封裝的新技術打破了三維空間加上樹脂裝量的四個迷失,使裝袋製版技術得以靈活使用,所製出來的版與溶劑型柔性版和傳統液態樹脂版完全一樣適合印刷。〈詳細裝袋製版過程,請參看 VCD實演〉
Model : FB 4260 GT 曝光 + 去黏處理機
飛梭液汰樹脂包
@flexoBag Sachet Technology A Contemporary Liquid Photopolymer System 簡單 / 快速 / 方便 / 節省人工、時間與成本 創新的液態製版科技 ─ 水性 + 經濟 + 環保
飛梭液汰樹脂包 ─ 是柔印科技最新發展的成果之一,從此改寫感光樹脂製版的歷史。感光快速,用水洗版,操作容易,製版迅速,其革命性的製版方式,展現出研發團隊 30年來的專業經驗與雄厚的技術後盾。
F-32 &F-40 for corrugated F-50 for stamp making 三種硬度 F-32 & F-40瓦楞紙箱用 F-50 印章專用
4 mm厚度的版材露光時間只要五分鐘〈正、背露光各150秒〉寬容度大,解像力優,不必挑除氣泡,保証平整度在 +-0.03 mm以內,最適合各種柔版印刷。 用水洗版是其最受歡迎的原因,不用溶劑,節省成本,既環保又確保身體健康, 4 mm的洗版只要二分鐘,洗版以前又可回收未硬化的樹脂供下次再使用,使用成本再度降低。 加上乾燥與安定過程 4 mm印版的製作一共只要二、三十分鐘,即可上機印刷,因為沒有使用溶劑不會有膨脹的問題。您現在使用中的製版設備就可進行飛梭液汰樹脂製版 (只須新添一部雙面露光機)。
飛梭液汰樹脂包 就是如此獨特,才足以重寫感光樹脂製版的歷史,您不想試試看嗎? www.flexotech.com.tw flexotec@ms32.hinet.net
液 體 樹 脂 裝 袋
www.flexotech.com.tw www.laserblack.net.cn flexotec@ms32.hinet.net
@flexoBag 裝袋製版 故 障 排 除
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||















{kind=link}
{kind=link}
![]()